M7163磨床磨削尺寸630*1250*400mm
M7163磨床工作台尺寸630*1250mm
M7163磨床磨头电机7.5KW
M7163磨床砂轮转速1440r/min
M7163磨床外形尺寸3540*2073*2280mm
中山市东升镇来烨机械加工厂在佛山、顺德、中山均设有维修分点,可以及时方便的为您服务,我公司本着“以诚信为本,务实创新,忠诚为用户服务”的原则,为客户生产做贡献,与客户共谋图发展,期待您的信任与合作。
本系列机床为、汽车、机车、液压件、模具等行业提供优良的设备。
数控平面磨床行业特需求,机床生产厂也积极开发机械部分,对磨床的数控系统,提出特控制要求。主要有:
斜轴控制:在轴向倾斜时,也可进行直线和圆弧插补。
主轴摆动:在磨削中经常出现的运行循环,用外部信号中断执行程序,砂轮切入,砂轮修整等准备功能,编制固定循环程序。其不仅能使用外部测量装置,还能当连接上一个合适的测量头时能直接去控制装置与终尺寸进行比较。
平面磨床加工件粗糙度差度差、有明显振纹的故障原因及排除方法有哪些?
答:平面磨床加工件粗糙度差度差、有明显振纹的故障产生的原因及排除方法如下:
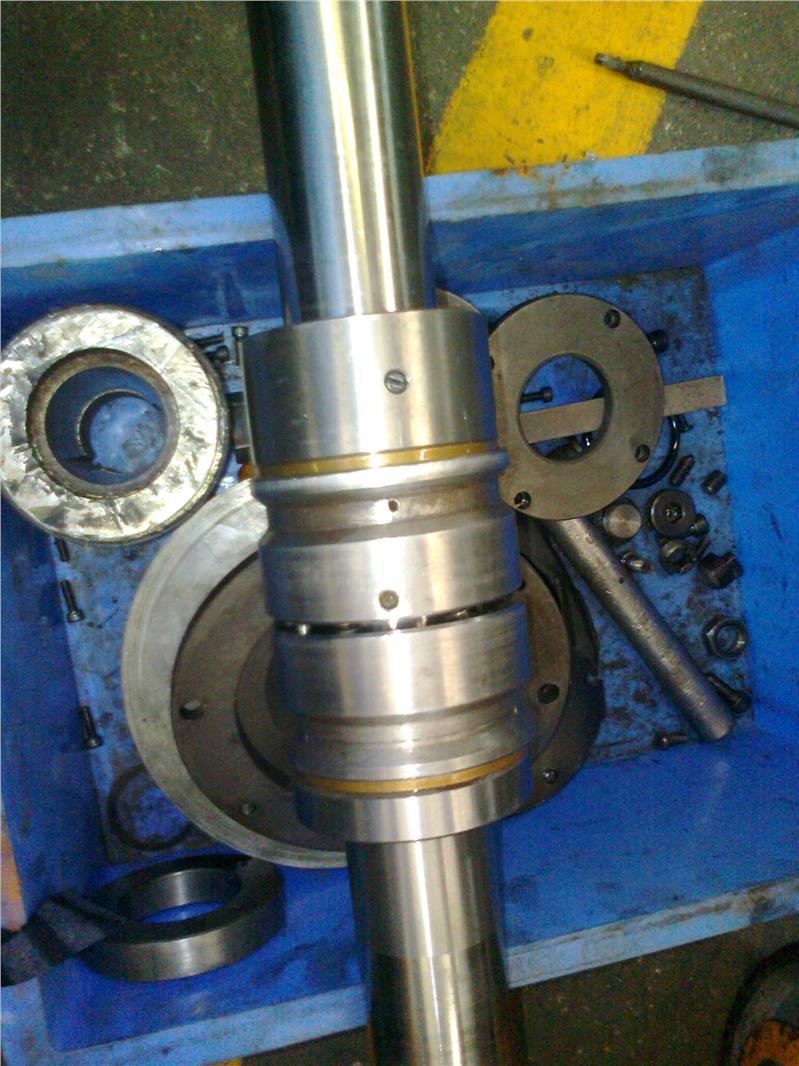
(1)主轴动平衡精度差,应重新调整,进行动平衡检测并修复。
(2)若确认主轴、轴承间隙过大,应重新调整,前轴承间隙为0.008mm,后轴承间隙为0.012mm。
(3)台面润滑油过多或过少,应调整导轨润滑油至适量,以工作台导轨面上有湿润的润滑油但不滴下为宜。
(4)若砂轮衡不合格,做好砂轮衡,必要时作二次衡。
(5)砂轮修整粗细不一致,应重新修整砂轮,使砂轮粗、细适中。
(6)进给量不**过0.02mm,并分粗磨、精磨。
(7)应消除机床振源:台面冲击,工作台齿条、齿轮啮合间隙过小,机床附近有振源等。
平面磨床床身导轨修复前应做好哪些准备工作?
答:床身导轨由平导轨和V形导轨组成。后床身平面是立柱的支承面,它属于非磨损面,为了在修复中尽量减少工作量,以后床身平面作为修理基准较为合理。
中山市东升镇来烨机械加工厂非标零件加工,高精度,产品均通过ISO质量认证,应用广泛,规格齐全,售,欢迎咨询!
http://xinhe132.cn.b2b168.com