M7163磨床磨削尺寸630*1250*400mm
M7163磨床工作台尺寸630*1250mm
M7163磨床磨头电机7.5KW
M7163磨床砂轮转速1440r/min
M7163磨床外形尺寸3540*2073*2280mm
中山市东升镇来烨机械加工厂从事各种机械设备的维修、加工与改造,拥有经验丰富的技术人员,随时为您提供的服务,其服务区域已覆盖珠江三角洲各大中型机械厂、模具厂,五金厂,外资厂,并与他们建立了良好的业务合作伙伴关系。
本系列机床为、汽车、机车、液压件、模具等行业提供优良的设备。
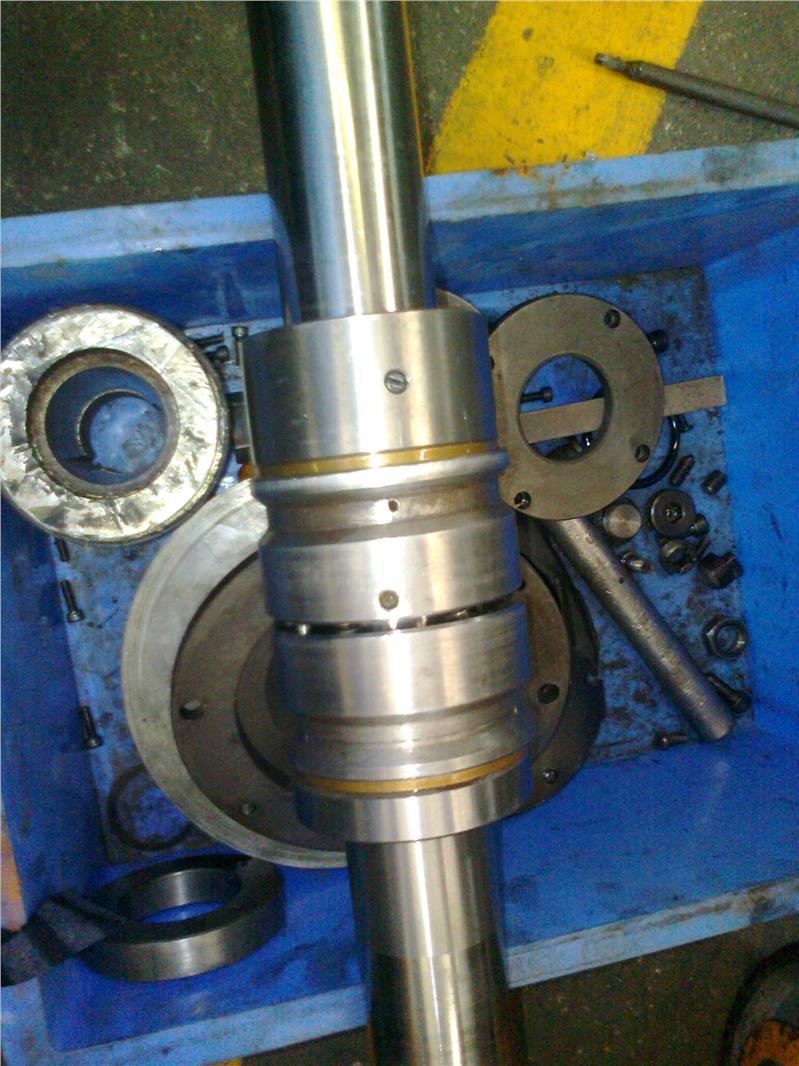
磨床主轴“抱轴”的故障原因及排除方法有哪些?
答:磨床主轴“抱轴”的故障原因及排除方法如下:
(1)主轴与轴承间隙过小。应严格按工艺要求对轴承间隙进行调整。
(2)主轴前后轴承不同轴。装配时要借用定心套,保证前后轴承的同轴度。
(3)主轴润滑油过少。应清洁润滑油及油箱,保证每6个月更换一次,保证轴承有合适的输入油量,避免脏物嵌入轴瓦。
(4)主轴装配不符合要求。应检查重新装配并保证装配时各零件位置的正确性。
数控强力成型磨床运用成熟的换进给成形强力磨削技术,可由毛坯直接磨削成形,工艺,成形精度高,生产效率高,自动化程度高。
数控平面磨床的安全方面问题:
1、磨头上下、前后运动应有限位或预防碰撞的保险装置,并安全可靠;
2、电磁工作台运转与脱磁应能联锁,并工作可靠;
3、磨头上下、前后运动导轨面应具备良好的防护装置,并应坚固耐久;
4、砂轮防护罩应符合JB4029的规定;
5、磨床防止工件飞出及冷却液飞溅的防护装置应安全可靠;
6、电气系统和液压系统应分别符合GB/T5226.1及JB/T10051的规定;
7、安全防护方面还应符合GB15760的规定;
8、磨头与压板的结合面、立柱与导轨的结合面,应按照“特别重要固定结合面”的要求考核;
9、立柱与床身的结合面按照“重要固定结合面”的要求考核;
10、垂直进给手轮的操作情况检查确认;
中山市东升镇来烨机械加工厂非标零件加工,高精度,产品均通过ISO质量认证,应用广泛,规格齐全,售,欢迎咨询!
http://xinhe132.cn.b2b168.com